Technology for producing generator gas from organic solid fuels and "carbon-containing materials"
Innovation in waste processing
Technology represents a breakthrough in waste-to-energy solutions, enabling the efficient conversion of organic solid fuels and carbon-based waste into generator gas (also known as syngas). It offers a sustainable and high-efficiency approach to waste utilization while producing valuable energy resources.
Key innovations:
✅ High efficiency & clean energy production – The process maximizes the energy yield from waste while minimizing harmful emissions.
✅ Versatile feedstock processing – The system can handle various organic and carbon-containing materials, including biomass, RDF fuel, wood waste, and tires.
✅ Sustainable & Eco-friendly – Reduces landfill waste, cuts CO₂ emissions, and supports the transition to renewable energy sources.
✅ Integration with energy systems – The produced generator gas can be used in power plants, industrial heating, and cogeneration systems, enhancing energy independence.
✅ Advanced gasification process – Optimized thermal decomposition ensures a high-quality synthesis gas suitable for multiple industrial applications.
This innovation significantly improves waste recycling efficiency, reducing environmental impact while contributing to the circular economy and renewable energy development 🚀
Description of the technology for producing producer gas from organic solid fuels and carbon-containing materials
Solid аuel пasification is a high-temperature process (1200-1500 °C) that converts solid fuel into gaseous substances (CO, H₂, CH₄, CO₂, H₂O) by interacting with air oxygen (blast) and steam. The composition and calorific value of the gas depend on the type of solid fuel and the characteristics of the oxidizer.
Various prepared secondary raw materials can be used as fuel, including processed rubber, poultry and pig manure, lignin, briquettes and pellets made from peat, sunflower husks, wood, tree bark, leaves, and vegetable residues, as well as brown coal, sludge deposits, and others. Additionally, materials for granules or briquettes can include secondary waste such as RDF fuel, pulp and paper industry waste (non-conforming paper, cellulose cardboard, corrugated cardboard), various types of used paper and laminated cardboard (packaging paper, juice and dairy product containers, used promotional materials), sorted secondary raw materials from waste processing plants and landfills, including all types of plastic materials (films of various densities and plastics of different hardness), paper, wood, and other organic carbon-containing materials.
The calorific value of producer gas obtained using ambient air is 1000-1600 kcal/m³, while enrichment with oxygen during forced air injection can increase it to 2600 kcal/m³. The composition and characteristics of producer gas differ from natural gas in specific heat value per unit volume. Therefore, when switching to producer gas as a fuel source, burner devices must be replaced. The best solution is to use burners capable of operating with both producer gas and natural gas.
The wide range of gas composition and its calorific value is determined by the properties of the solid fuels used for gasification. Under nominal operating conditions, values correspond to the upper range, while during startup and at low fuel consumption (less than 50% of nominal operation), values fall to the lower range.
Upon customer request, research on the gasification of provided raw material samples can be conducted. Successful tests have already been carried out on sawdust, rice husks, and poultry manure pellets.
Various fuel types can be used simultaneously in mixed reactor loading or pre-mixed at the raw material preparation stage before pellet or briquette formation. In some cases, using mixed fuel can help replace natural gas with cost compensation.
The type of fuel is mainly selected based on local conditions and economic feasibility, ensuring a reduction in the cost of substituted gas by up to 80%.
GPD gasifier technology
The GPD gasifier is designed for the gasification of highly reactive fuel. It employs a reverse gasification process, which allows for the production of producer gas with minimal tar content (approximately 0.1 g/m³). This simplifies gas purification and enhances its efficiency in industrial processes. Since tar levels are low, it can be mixed with the initial fuel and fed back into the gasifier for reprocessing. The accumulation of tar in the newly formed gas does not occur, as tars decompose completely in the gasifier’s combustion zone.
This gasification technology is well-suited for processing waste materials with a high volatile content.
Operating principle of the gasifier
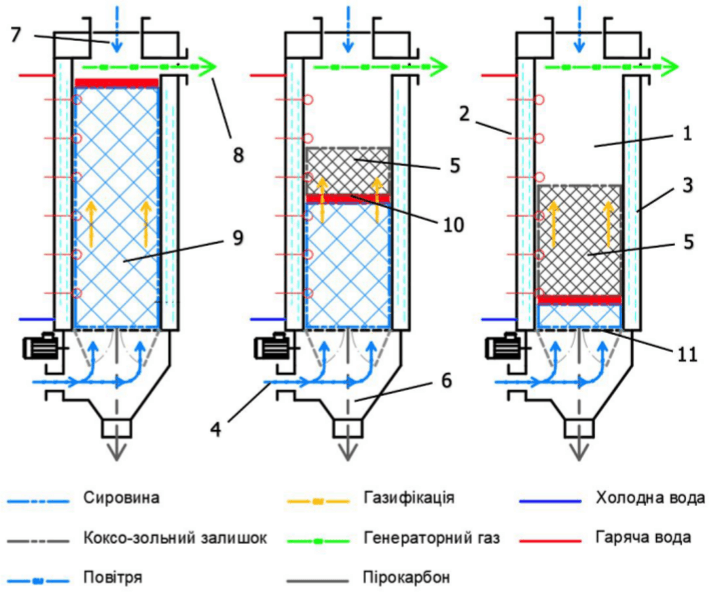
Fig. 1: Schematic diagram of the GPD gasifier operation
1 - Reactor; 2 - Flame heater; 3 - Cooling jacket; 4 – Air injection; 5 – Coke-ash residue; 6 – Coke-ash residue discharge; 7 – Fuel loading (raw material); 8 – Producer gas outlet; 9 – Solid fuel (raw material); 10 – Gasification zone; 11 – Grate-damper
The operating principle of the GPD gasifier is illustrated in Fig.1.
The reactor (1) of the gasifier is filled with fuel. The upper fuel layer is heated by the flame heater (2) to the ignition temperature, while air is injected from below (4). As a result, the gasification process (10) begins in the heated fuel layer. During the gasifier's operation, the reaction layer moves downward, activating the next lower electric heater. Above the reaction layer, a coke-ash residue layer (5) forms, which further purifies the producer gas by acting as an absorption filter.
The gasifier operates at low gas flow speeds within its internal space, ensuring a prolonged residence time of the gasification products in the high-temperature zone and minimizing the carryover of ash particles.
The gasifier can operate for over 9 hours on a single fuel load when using prepared fuels.
At the end of the gasification process, air injection stops, the gasifier cools down, the coke-ash residue (6) is discharged, and the operational cycle repeats.
The automatic control system monitors all key events during operation, allows real-time process management, and stores important parameter values.
The obtained gas is cooled, purified, and used as fuel for power units to produce electricity, thermal energy, and other applications. The environmental indicators of the producer gas comply with emissions standards equivalent to energy units running on natural gas.
The absence of rotating and moving parts in the GPD gasifier ensures high operational reliability, while the water cooling system extends its service life.
The estimated operational lifespan of the primary type of gasifiers is 7 to 10 years.